Performans:
Kısa bir süre içinde koruyucu lens hasar görür ve yanan bir nokta oluşur ve koruyucu
lensin
ışık yayan yüzeyi siyah veya beyaz siyah noktalar gösteren hasarlı noktalarla noktalanır
Neden Analizi:
Etkiden dolayı proses/yöntem/ayar, vb., cüruf önleme hasara neden olur ve çok azı anormal lazer ışığı çıkışıdır
Çözüm
①Hava basıncını uygun şekilde artırın. Genellikle, akış hızı 15'ten az değildir ve basınç 0,3-0,6Mpa'dan az değildir ②Kaynak
yaparken, kaynak tabancasını ve levhayı dikey değil 30-70°'de kaynak yapmaya çalışın
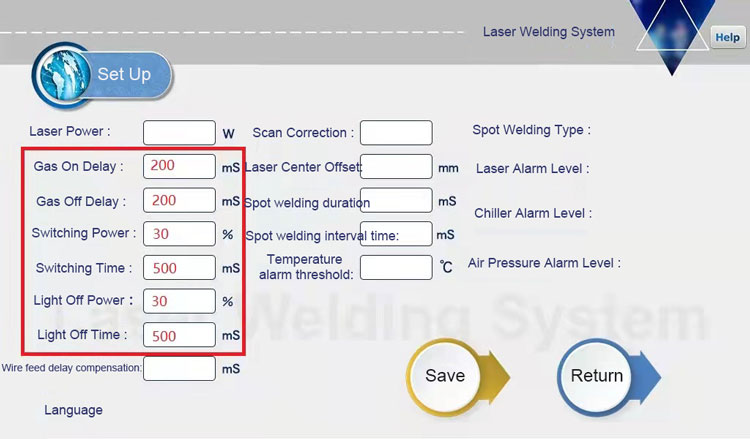
③Şekilde gösterildiği gibi 200-500 ms açma/kapama gecikmesi, %20 açma/kapama optik gücü ve 200-300 ms açma/kapama aşamalı süresi gibi parametreleri yavaşça yükselmek ve düşmek için mümkün olduğunca ayarlayın. , 0 ayarlayamazsınız
④Alüminyum ve galvaniz sacların kaynağında bu malzeme lense diğer malzemelere göre daha kolay zarar verir, bu nedenle kaynak için minimum güç kullanılmalıdır.
⑤Koruyucu aynanın kalitesi, kullanımının dayanıklılığını da belirler. Orijinal lens kullanılması tavsiye edilir
⑥Yüksek güçte lens kaybı, kontrol edilemeyen bir aralık olan düşük güce göre artacaktır.
⑦Yukarıdaki işlemler yapılamadığında, sıçramaları azaltmak için F200 odaklama lensini + uzatılmış ve geniş ölçekli tüpü değiştirebilirsiniz (ek satın alma gereklidir)








 IPv6 ağı desteklendi
IPv6 ağı desteklendi 










